Back to Manufacturing Open CourseWare
Mechatronics Technology Certificate Program
Preview Online Program: Hybrid PLC Mechatronics Overview
View Download Materials: Hybrid PLC Mechatronics Overview
Audience: Instructional designers, Industry training and students
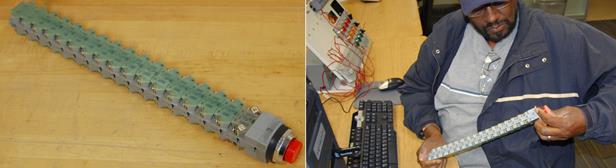
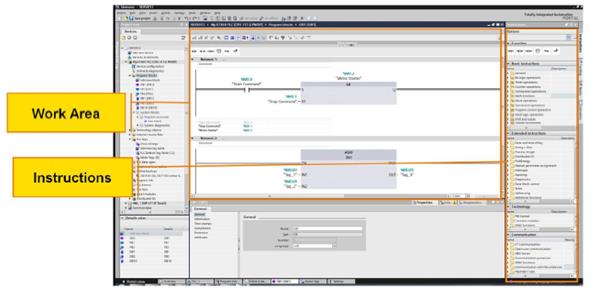
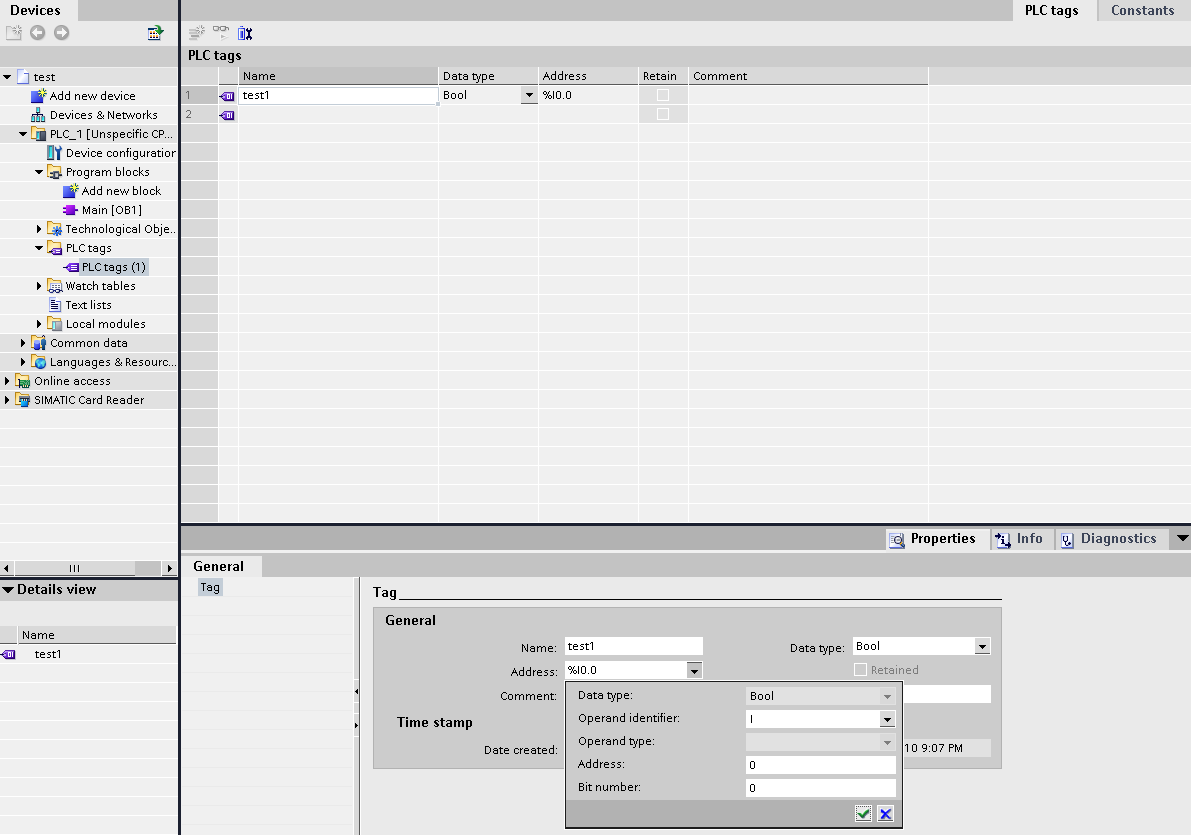
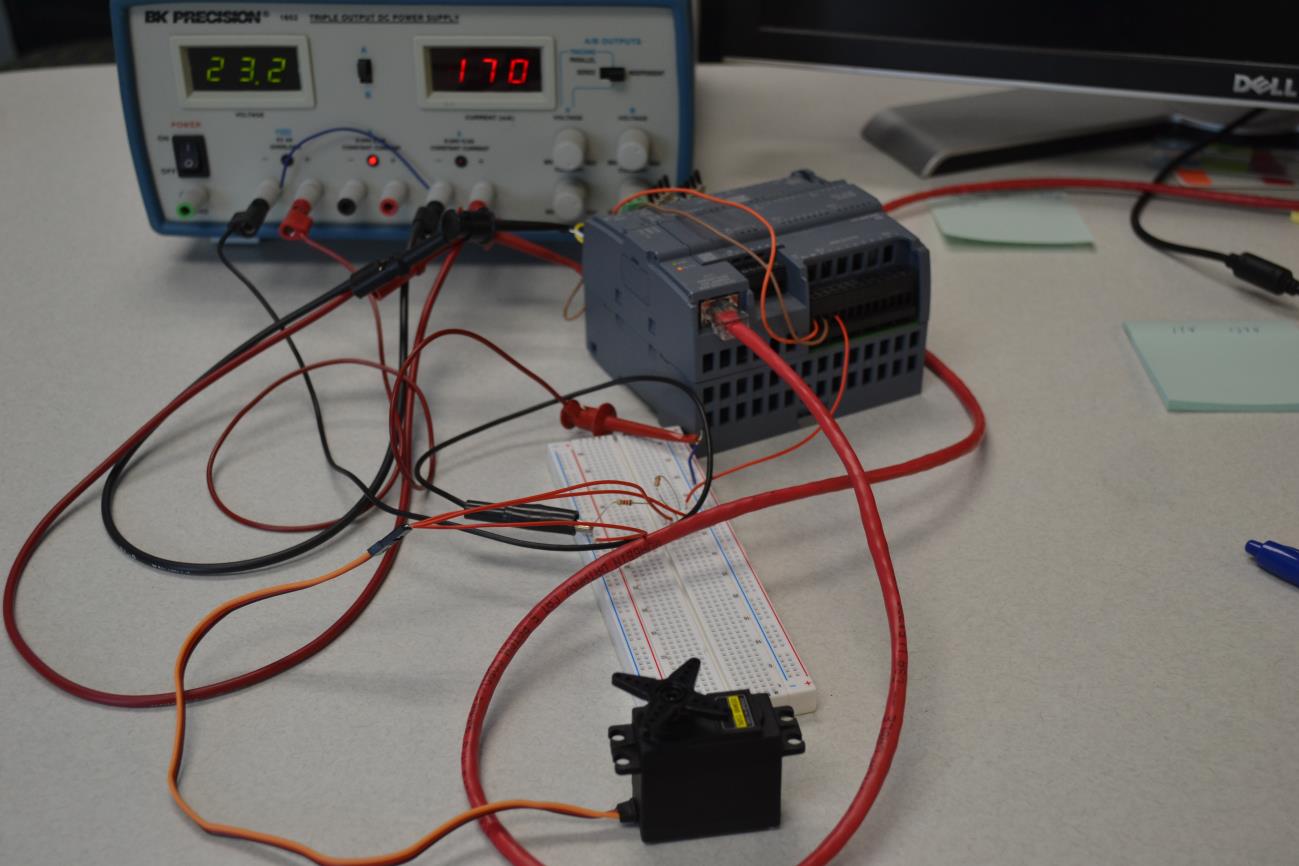
The courses developed in this program use the PLC to train aspiring engineers and technicians. It gives motivation to those who show interest or potentially might show interest in a career in automation. The courses are outlined at the website: hybridplc.org. The courses’ texts and videos are free. They will remain so as long as this author is involved. The videos discuss a number of low-cost programming trainers as well as a group of low-cost lab experiments. The recommended approach is a $189 Siemens PLC, programming software and cable. All that is needed to complete the training station is a computer with Windows 10 Pro, a power supply and a breadboard with some resistors and jumpers and perhaps a voltmeter – common items many may already have.
Additional Materials
Webinar: Reimagining Workforce Training: An Affordable Solution to Train Aspiring Engineers and Technicians
Reimagine your teaching/training program guided by a professor who created an affordable solution for aspiring engineers and technicians. Explore the processes used to develop a low-cost course that includes Open Educational Resources (OER) and a programmable logic controller (PLC). In this session you will see first-hand how to successfully create a low-cost option for Engineering students. Whether students are remote or face-to-face, these guided lessons with video tutorials and labs are all Free. Learn about some of the challenges encountered and their innovative solutions that can be applied in other teaching/training contexts. This is workforce training reimagined with an affordable solution!
Courses In This Program
Chapter 1 Introduction to PLCs

Preview Online Course Materials: Hybrid PLC Mechatronics – Chapter 1 Introduction to PLCs
Hybrid PLC Mechatronics – Chapter 1 Introduction to PLCs Video
View & Download Materials:Hybrid PLC Mechatronics – Chapter 1 Introduction to PLCs
Chapter 2 Ladder Basics
Preview Online Course: Hybrid PLC Mechatronics – Chapter 2 Ladder Basics
Hybrid PLC Mechatronics – Chapter 2 Ladder Basics Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 2 Ladder Basics
Chapter 3 PLCs and Processing I/O

Preview Online Course: Hybrid PLC Mechatronics – Chapter 3 PLCs and Processing I/O
Hybrid PLC Mechatronics – Chapter 3 PLCs and Processing I/O Video Part 1/2
Hybrid PLC Mechatronics – Chapter 3 PLCs and Processing I/O Video Part 2/2
View & Download Materials: Hybrid PLC Mechatronics – Chapter 3 PLCs and Processing I/O
Chapter 4 Programming the Application
Preview Online Course: Hybrid PLC Mechatronics – Chapter 4 Programming the Application
Hybrid PLC Mechatronics – Chapter 4 Programming the Application Lab
Hybrid PLC Mechatronics – Chapter 4 Programming the Application Video Part 1/2
Hybrid PLC Mechatronics – Chapter 4 Programming the Application Video Part 2/2
View & Download Materials: Hybrid PLC Mechatronics – Chapter 4 Programming the Application
Chapter 5 Control Task Basics
Preview Online Course: Hybrid PLC Mechatronics – Chapter 5 Control Task Basics
Hybrid PLC Mechatronics – Chapter 5 Control Task Basics Lab 2
Hybrid PLC Mechatronics – Chapter 5 Control Task Basics Lab 3
Hybrid PLC Mechatronics – Chapter 5 Control Task Basics Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 5 Control Task Basics
Chapter 6 Basic Memory Circuits
Preview Online Course: Hybrid PLC Mechatronics – Chapter 6 Basic Memory Circuits
Hybrid PLC Mechatronics – Chapter 6 Basic Memory Circuits Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 6 Basic Memory Circuits
Chapter 7 Timers, Counters and T/C Applications

Preview Online Course: Hybrid PLC Mechatronics – Chapter 7 Timers, Counters and T/C Applications
Hybrid PLC Mechatronics – Chapter 7 Timers, Counters and T/C Applications Lab 4
Hybrid PLC Mechatronics – Chapter 7 Timers, Counters and T/C Applications Lab 5
Hybrid PLC Mechatronics – Chapter 7 Timers, Counters and T/C Applications Lab 6
Hybrid PLC Mechatronics – Chapter 7 Timers, Counters and T/C Applications Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 7 Timers, Counters and T/C Applications
Chapter 8 Math Functions
Preview Online Course: Hybrid PLC Mechatronics – Chapter 8 Math Functions
Hybrid PLC Mechatronics – Chapter 8 Math Functions Lab 7
Hybrid PLC Mechatronics – Chapter 8 Math Functions Lab 8
Hybrid PLC Mechatronics – Chapter 8 Math Functions Video Part 1/2
Hybrid PLC Mechatronics – Chapter 8 Math Functions Video Part 2/2
View & Download Materials: Hybrid PLC Mechatronics – Chapter 8 Math Functions
Chapter 9 Planning the Panel
Preview Online Course: Hybrid PLC Mechatronics – Chapter 9 Planning the Panel
Hybrid PLC Mechatronics – Chapter 9 Planning the Panel Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 9 Planning the Panel
Chapter 10 Sensors, Safety, Analog and Troubleshooting

Preview Online Course: Hybrid PLC Mechatronics – Chapter 10 Sensors, Safety, Analog and Troubleshooting
Hybrid PLC Mechatronics – Chapter 10 Sensors, Safety, Analog and Troubleshooting Lab 9
Hybrid PLC Mechatronics – Chapter 10 Sensors, Safety, Analog and Troubleshooting Lab 10
Hybrid PLC Mechatronics – Chapter 10 Sensors, Safety, Analog and Troubleshooting Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 10 Sensors, Safety, Analog and Troubleshooting
Chapter 11 Use of State Diagrams
Preview Online Course: Hybrid PLC Mechatronics – Chapter 11 Use of State Diagrams
Hybrid PLC Mechatronics – Chapter 11 Use of State Diagrams Lab 11
Hybrid PLC Mechatronics – Chapter 11 Artificial Intelligence Lab 28
View & Download Materials: Hybrid PLC Mechatronics – Chapter 11 Use of State Diagrams
Chapter 12 Handling Data
Preview Online Course: Hybrid PLC Mechatronics – Chapter 12 Handling Data
Hybrid PLC Mechatronics – Chapter 12 Handling Data Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 12 Handling Data
Chapter 13 Indexing – Batching Applications
Preview Online Course: Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications
Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications Lab 12
Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications Lab 13
Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications Lab 14
Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications Lab 31
Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications Video Part 1/3
Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications Video Part 2/3
Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications Video Part 3/3
View & Download Materials: Hybrid PLC Mechatronics – Chapter 13 Indexing – Batching Applications
Chapter 14 OOP
Preview Online Course: Hybrid PLC Mechatronics – Chapter 14 OOP
Hybrid PLC Mechatronics – Chapter 14 OOP Lab
Hybrid PLC Mechatronics – Chapter 14 OOP Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 14 OOP
Chapter 15 Human Machine Interface

Preview Online Course: Hybrid PLC Mechatronics – Chapter 15 Human Machine Interface
Hybrid PLC Mechatronics – Chapter 15 Human Machine Interface Lab 16
Hybrid PLC Mechatronics – Chapter 15 Human Machine Interface Video Part 1/3
Hybrid PLC Mechatronics – Chapter 15 Human Machine Interface Video Part 2/3
Hybrid PLC Mechatronics – Chapter 15 Human Machine Interface Video Part 3/3
View & Download Materials: Hybrid PLC Mechatronics – Chapter 15 Human Machine Interface
Chapter 16 Networks and Protocols
Preview Online Course: Hybrid PLC Mechatronics – Chapter 16 Networks and Protocols
Hybrid PLC Mechatronics – Chapter 16 Networks and Protocols Lab 17
Hybrid PLC Mechatronics – Chapter 16 Artificial Intelligence Lab 30
Hybrid PLC Mechatronics – Chapter 16 Networks and Protocols Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 16 Networks and Protocols
Chapter 17 Motion
Preview Online Course: Hybrid PLC Mechatronics – Chapter 17 Motion
Hybrid PLC Mechatronics – Chapter 17 Motion Lab 18
Hybrid PLC Mechatronics – Chapter 17 Motion Lab 19
Hybrid PLC Mechatronics – Chapter 17 Motion Lab 20
Hybrid PLC Mechatronics – Chapter 17 Motion Lab 29
Hybrid PLC Mechatronics – Chapter 17 Motion Video Part 1/2
Hybrid PLC Mechatronics – Chapter 17 Motion Video Part 2/2
View & Download Materials: Hybrid PLC Mechatronics – Chapter 17 Motion
Chapter 18 Planning Tasks
Preview Online Course: Hybrid PLC Mechatronics – Chapter 18 Planning Tasks
Hybrid PLC Mechatronics – Chapter 18 Planning Tasks Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 18 Planning Tasks
Chapter 19 Programming the PID Algorithm
Preview Online Course: Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Lab 21
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Lab 22
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Lab 23
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Lab 24
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Lab 25
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Video Part 1/5
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Video Part 2/5
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Video Part 3/5
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Video Part 4/5
Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm Video Part 5/5
View & Download Materials: Hybrid PLC Mechatronics – Chapter 19 Programming the PID Algorithm
Chapter 20 Safety Programming in the PLC
Preview Online Course: Hybrid PLC Mechatronics – Chapter 20 Safety Programming in the PLC
Hybrid PLC Mechatronics – Chapter 20 Safety Programming in the PLC Lab 26
Hybrid PLC Mechatronics – Chapter 20 Safety Programming in the PLC Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 20 Safety Programming in the PLC
Chapter 21 Artificial Intelligence
Preview Online Course: Hybrid PLC Mechatronics – Chapter 21 Artificial Intelligence
Hybrid PLC Mechatronics – Chapter 21 Artificial Intelligence Lab 27
Hybrid PLC Mechatronics – Chapter 21 Artificial Intelligence Video
View & Download Materials: Hybrid PLC Mechatronics – Chapter 21 Artificial Intelligence